في تصنيع وتجهيز رقائق الألمنيوم, 8011 تستخدم سبائك الألومنيوم على نطاق واسع في إنتاج رقائق الحاوية, رقائق معدنية منزلية ورقاقة لمكيفات الهواء نظرًا لمرونتها الممتازة وليونتها. تقنيتها ناضجة نسبيًا وتكلفتها أقل من السبائك الأخرى. متي 8011 سبائك الألومنيوم يستخدم في صناعة رقائق الألومنيوم للاستخدام المركب, وفقًا للعملية الحالية, حتى إذا تم تلدين المنتج النهائي وإزالة الشحوم منه, سيظل فيلم زيت الرقائق على سطح رقائق الألومنيوم. إذا لم يكن هناك تنظيف (degreasing) treatment before coating, the coating effect will be greatly reduced and various defects will appear. وبالتالي, the composite aluminum foil made of 8011 alloy will increase the user’s use cost. In order to reduce the cost of users in use, it is an urgent problem to be solved that the composite aluminum foil made of 8011 alloy can achieve better coating effect without cleaning before coating.
Huawei Aluminum proposes a processing technology of using 8011 سبيكة لتحضير رقائق الألومنيوم للاستخدام المركب. عن طريق إعادة تصميم التركيب الكيميائي لـ 8011 سبيكة, تعديل عملية المعالجة الحرارية لقضبان الحديد, تعديل عملية الدرفلة لممر رقائق الألومنيوم النهائي, ضبط معلمات القطع, وتعديل عملية التلدين للمنتج النهائي, وبالتالي, على أساس أن رقائق الألومنيوم الجاهزة للاستخدام المركب تفي بمتطلبات الجودة, سطح رقائق الألومنيوم نظيف وخالٍ من فيلم الزيت, وذلك لتقليل تكلفة استخدام العملاء.
لتحقيق الأهداف المذكورة أعلاه, تتبنى شركة Huawei Aluminium الحلول التقنية التالية:
تقنية معالجة لتحضير رقائق الألومنيوم المركبة باستخدام 8011 سبيكة, تتألف من الخطوات التالية:
الخطوة s1, تحضير ذوبان الألومنيوم, النسب المئوية لكل تركيبة كيميائية لمصهر الألومنيوم هي كما يلي:
سي هو 0.50-0.65, fe هو 0.65-0.8, مع هو 0.025-0.05, مليون هو 0.025-0.05, ملغ 0.005, كر هو 0.05, zn هو 0.1, تي هو 0.08, والباقي هو آل;
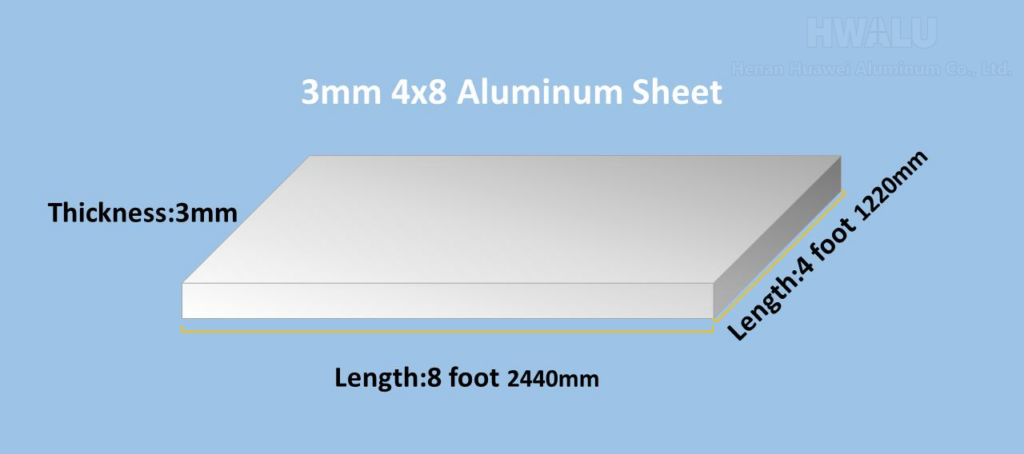
الخطوة s2, الصب والدرفلة, يتم تحضير البليت عن طريق عملية الصب والدرفلة المستمرة, سمك لوح الألمنيوم المدلفن هو 3-5mm, وتاج لوح الألمنيوم المدلفن هو 0-0.03mm;
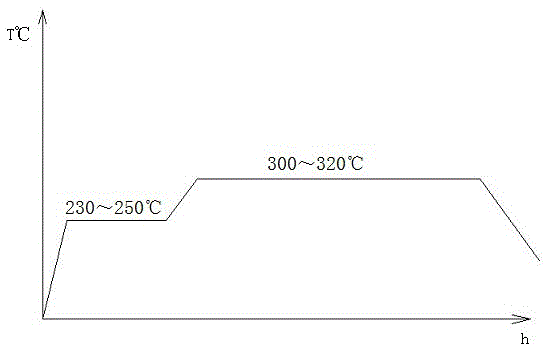
الخطوة s3, المتداول الباردة, باستخدام مطحنة الدرفلة على البارد لدرفلة صفائح الألمنيوم المدرفلة إلى صفائح ألمنيوم ولفائف شريطية 0.4-0.5 مم; حيث, يتم إجراء التلدين بعد مرور فتح القضبان للدرفلة على البارد, وعملية التلدين على النحو التالي: صفائح الألمنيوم وشريطه بعد تشكيلها يتم لفها في فرن التلدين, تسخين حتى 230-250 درجة مئوية ل 0.5 ساعات, عقد لمدة 3.5 ساعات, ثم ارفع درجة الحرارة إلى 300-320 درجة مئوية, عقد لمدة 21 ساعات, اترك الفرن ويبرد بالهواء إلى أقل من 60 درجة مئوية, ثم أدخل الدرفلة التالية للدرفلة على البارد;
الخطوة s4, المتداول احباط, يشمل الخطوات التالية:
أ. تمريرة فتح البليت, خشونة لفات العمل هي 0.25-0.29 ميكرومتر, سمك الدرفلة 0.14 مم, وسرعة اللف 300-600 م / دقيقة;
ب. في المرور الوسيط الأول, خشونة لفة العمل هي 0.25-0.29 ميكرومتر, سمك الدرفلة 0.07 مم, وسرعة اللف هي 550-800 م / دقيقة;
ج. في المرور الوسيط الثاني, خشونة لفة العمل هي 0.25-0.29 ميكرومتر, سمك الدرفلة 0.042 مم, وسرعة اللف هي 550-900 م / دقيقة;
د. تمريرة منتهية, خشونة لفة العمل هي 0.15-0.16μm, سمك الدرفلة 0.025 مم, وسرعة اللف هي 550-750 م / دقيقة;
الخطوة s5, احباط المتداول والحز, والتحكم في نسبة الفراغ في لفة رقائق الألومنيوم إلى 96-98% أثناء الحز واللف;
الخطوة s6: المعالجة الحرارية للمنتج النهائي. يتم لف رقائق الألمنيوم الجاهزة إلى فرن التلدين, يسخن إلى 240-270 درجة مئوية., أبقى ل 40-60 ساعات, ثم يتم تبريده بالهواء إلى درجة حرارة الغرفة.
المبدأ الرئيسي لهذا الإنتاج هو: إضافة عنصر النحاس لجعل محتوى النحاس فيه 8011 سبيكة 0.025-0.05%, add manganese element to make the mn content in 8011 سبيكة 0.025-0.05%, so as to increase the heat treatment and Customer’s resistance to baking temperature after coating;
In the cold rolling process, the blank is subjected to an incomplete heat treatment process, so that the material processing structure is not fully restored, and there are some dislocations, which increase the strength of its later work hardening, which is beneficial to subsequent processing to obtain better surface roughness; تقلل عملية الدرفلة من سمك طبقة الزيت على سطح رقائق الألومنيوم النهائية من خلال التحكم في خشونة السطح وسرعة اللف; في عملية درفلة الرقائق وقطعها, عن طريق زيادة نسبة الفراغ, يفيد في تطاير زيت التدحرج أثناء المعالجة الحرارية للمنتج النهائي ويحسن بشكل كبير من تأثير إزالة الشحوم.