En la fabricación y procesamiento de papel de aluminio., 8011 La aleación de aluminio se usa ampliamente en la producción de láminas para contenedores., láminas para el hogar y láminas para aire acondicionado debido a su excelente flexibilidad y ductilidad. Su tecnología es relativamente madura y su coste es inferior al de otras aleaciones. Cuando 8011 aleación de aluminio se utiliza para hacer papel de aluminio para uso compuesto, de acuerdo con el proceso existente, incluso si el producto final está recocido y desengrasado, aún quedará una película de aceite en escamas en la superficie del papel de aluminio. If there is no cleaning (degreasing) treatment before coating, the coating effect will be greatly reduced and various defects will appear. Por lo tanto, the composite aluminum foil made of 8011 alloy will increase the user’s use cost. In order to reduce the cost of users in use, it is an urgent problem to be solved that the composite aluminum foil made of 8011 alloy can achieve better coating effect without cleaning before coating.
Huawei Aluminium propone una tecnología de procesamiento de uso 8011 aleación para preparar papel de aluminio para uso compuesto. Al rediseñar la composición química de 8011 aleación, ajustar el proceso de tratamiento térmico de la palanquilla, ajuste del proceso de laminado del pase de papel de aluminio terminado, ajuste de los parámetros de corte, y ajustar el proceso de recocido del producto terminado, Por lo tanto, bajo la premisa de que el papel de aluminio acabado para uso compuesto cumple con los requisitos de calidad, la superficie del papel de aluminio está limpia y sin película de aceite, para reducir el costo de uso de los clientes.
Para lograr los objetivos anteriores, Huawei Aluminium adopta las siguientes soluciones técnicas:
Una tecnología de procesamiento para preparar papel de aluminio compuesto utilizando 8011 aleación, que comprende los siguientes pasos:
Paso s1, preparación de una masa fundida de aluminio, los porcentajes de cada composición química del fundido de aluminio son los siguientes:
si es 0.50-0.65, fe es 0.65-0.8, con es 0.025-0.05, mn es 0.025-0.05, mg es 0.005, cr es 0.05, zn es 0.1, ti es 0.08, y el resto es todo;
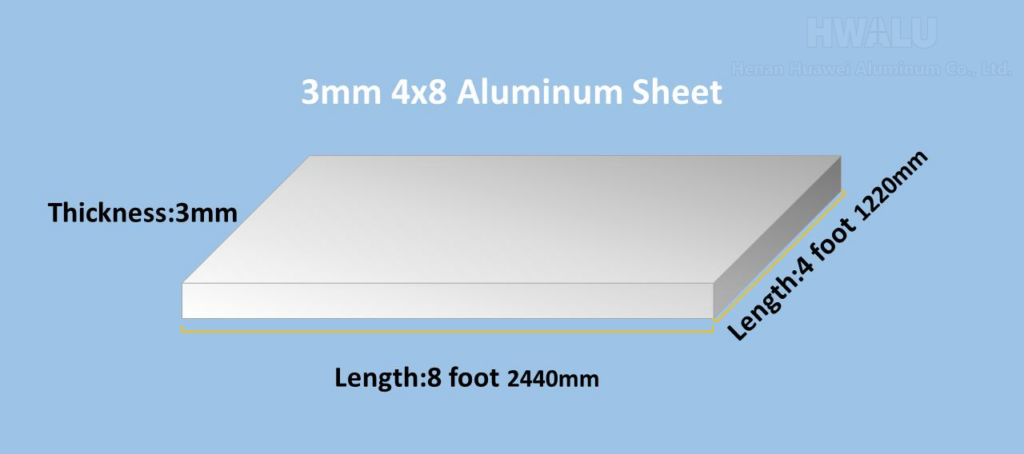
Paso s2, fundición y rodadura, la palanquilla se prepara mediante colada continua y proceso de laminación, the thickness of the cast-rolled aluminum plate is 3-5mm, and the crown of the cast-rolled aluminum plate is 0-0.03mm;
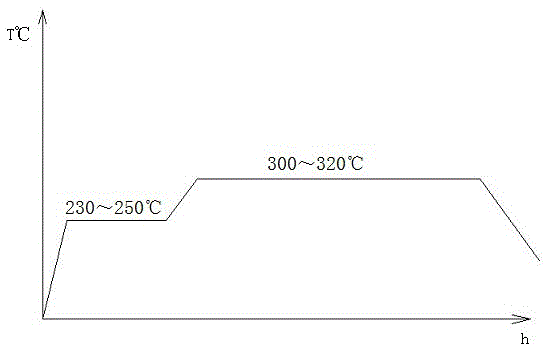
Step s3, laminación en frío, using a cold rolling mill to roll the cast-rolled aluminum sheet into an aluminum sheet and strip coil of 0.4-0.5 milímetro; wherein, annealing is performed after the billet opening pass of the cold rolling, and the annealing process is as follows: the aluminum sheet and strip after billeting Roll into the annealing furnace, heat up to 230-250°C for 0.5 horas, hold for 3.5 horas, then raise the temperature to 300-320°C, hold for 21 horas, leave the furnace and air-cool to below 60°C, and then enter the next rolling of cold rolling;
Step s4, foil rolling, comprises the following steps:
a. Billet opening pass, the roughness of the work rolls is 0.25-0.29μm, the rolling thickness is 0.14mm, and the rolling speed is 300-600m/min;
b. In the first intermediate pass, the work roll roughness is 0.25-0.29μm, the rolling thickness is 0.07mm, and the rolling speed is 550-800m/min;
c. In the second intermediate pass, the work roll roughness is 0.25-0.29μm, the rolling thickness is 0.042mm, and the rolling speed is 550-900m/min;
d. Finished pass, the work roll roughness is 0.15-0.16μm, the rolling thickness is 0.025mm, and the rolling speed is 550-750m/min;
Step s5, foil rolling and slitting, and controlling the void ratio of the aluminum foil roll to 96-98% during slitting and winding;
Step s6: Heat treatment of the finished product. The finished aluminum foil is rolled into an annealing furnace, heated to 240-270° C., kept for 40-60 horas, and then air-cooled to room temperature.
The main principle of this production is: add copper element to make the Cu content in 8011 aleación 0.025-0.05%, add manganese element to make the mn content in 8011 aleación 0.025-0.05%, so as to increase the heat treatment and Customer’s resistance to baking temperature after coating;
In the cold rolling process, the blank is subjected to an incomplete heat treatment process, so that the material processing structure is not fully restored, and there are some dislocations, which increase the strength of its later work hardening, which is beneficial to subsequent processing to obtain better surface roughness; The rolling process reduces the thickness of the oil film on the surface of the finished aluminum foil by controlling the surface roughness and rolling speed; in the foil rolling and cutting process, by increasing the void ratio, it is beneficial to the volatilization of the rolling oil during the heat treatment of the finished product and greatly improves the degreasing effect.