En raison de la particularité du processus de production de profilés en aluminium extrudés à chaud, les défauts de surface des profilés en aluminium causés directement ou indirectement par la qualité de polissage du moule ou les conditions de traitement lors du processus d'extrusion à chaud sont les suivants: texture rugueuse, séparation des couleurs, bande sombre, bande lumineuse, Gravure, osseux (concave, convexe), mauvaise finition.
Raisons de la formation de défauts de surface rugueux des profilés en aluminium extrudé: Dans la production par extrusion de profilés en aluminium, les défauts courants sont relativement intuitifs, comme plier, torsion, déformation, inclusion de laitier, etc.
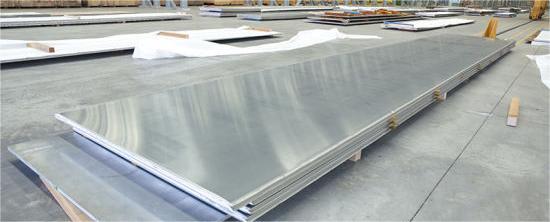
Les profilés en aluminium qui descendent de la ligne d'extrusion sont appelés substrats ou ébauches, matières blanches.
Le jugement initial de la qualité de surface est généralement lorsque le moule est sur la machine et extrudé pour 2-3 tiges, la première inspection et le premier échantillonnage sont utilisés pour déterminer de manière préliminaire si la qualité de la surface est qualifiée, puis d'autres éléments sont inspectés après la qualification de la surface.
5 moyens d'évaluer rapidement les défauts de qualité de surface des billettes de profilés en aluminium
1. Toucher de la main: toucher la surface du substrat avec les mains, ou tracez des lignes qui peuvent être cueillies avec vos ongles, os concaves et os convexes qui peuvent être ressentis, et jugez s'il y a une sensation de main évidente. Il convient à la détermination de divers traitements de surface.
2. Rayures de crayon: Pendant le processus d'extrusion de profilés en aluminium, utiliser des crayons pour gratter la surface des profilés en aluminium, et jugez s'il y a des lignes rugueuses par la continuité de la sensation de la main et des rayures au crayon, et les lignes de traçage et les rainures conviennent à l'évaluation de la surface des matériaux d'oxyde.
3. Test de peinture en aérosol: Lors de l'échantillonnage pour la première inspection, utiliser de la peinture en aérosol automatique pour pulvériser la surface du substrat afin de simuler l'effet de pulvérisation. Une fois la surface sèche pendant 1-2 minutes, observer et juger s'il y a des défauts tels que des lignes tracées, os concaves, et os convexes. Il convient au jugement de surface de la peinture en aérosol.
4. Test de lavage alcalin: Lors de l'échantillonnage pour la première inspection, prélevez une section d'échantillon de 300 mm de la troisième tige et faites-la tremper dans le réservoir du moule pendant 30-40 secondes. Prolonger correctement le temps de trempage, généralement pas plus de 60 secondes.) Après le nettoyage alcalin, la surface du substrat peut être vue avec ou sans séparation de couleur, traçage, moule lignes de soudure et autres défauts. Convient aux oxydes avec des exigences de surface élevées.
En plus des quatre méthodes courantes ci-dessus, ce qui suit est une autre méthode pour votre référence.
5. Rectification plane: Lors de la première inspection et de l'échantillonnage, prenez une section d'échantillon de 300 mm et utilisez un chiffon de nettoyage blanc industriel pour poncer horizontalement la surface du substrat. Après broyage, il est plus facile d'observer des défauts relativement subtils à la surface du substrat. Il est utilisé pour juger des défauts de surface tels que des lignes fines, os concaves (pas facile d'être cueilli par les clous), os convexes et ce qui précède 4 méthodes qui ne sont pas faciles à distinguer. Il convient au jugement de surface de la peinture en aérosol, matériau d'oxyde et matériau fluorocarboné.
La première inspection est la première étape pour juger rapidement si la qualité de surface est qualifiée. Même si la première pièce est qualifiée, il y aura toujours des conditions anormales pendant le processus d'extrusion. Par conséquent, dans le processus de production proprement dit, il est nécessaire de déterminer les différents degrés de défauts du substrat et le type de surface. La méthode de traitement, combiné avec les exigences de qualité de la commande et du client, selon les exigences du mode d'emploi, formuler une fréquence d'inspection raisonnable, et sélectionnez la méthode correspondante pour juger; faire des jugements opportuns et précis, avec le principe de ne pas méconnaître et de ne pas omettre de jugements.–De l'usine de métal Huawei Alu