एल्यूमीनियम पन्नी के निर्माण और प्रसंस्करण में, 8011 कंटेनर पन्नी के उत्पादन में एल्यूमीनियम मिश्र धातु का व्यापक रूप से उपयोग किया जाता है, घरेलू फ़ॉइल और एयर कंडीशनर फ़ॉइल अपने उत्कृष्ट लचीलेपन और लचीलेपन के कारण. इसकी तकनीक अपेक्षाकृत परिपक्व है और इसकी लागत अन्य मिश्र धातुओं की तुलना में कम है. कब 8011 एल्यूमीनियम मिश्र धातु मिश्रित उपयोग के लिए एल्यूमीनियम पन्नी बनाने के लिए प्रयोग किया जाता है, मौजूदा प्रक्रिया के अनुसार, भले ही तैयार उत्पाद annealed और degreased है, एल्यूमीनियम पन्नी की सतह पर एक परतदार तेल फिल्म अभी भी छोड़ी जाएगी. सफाई न हो तो (घटाना) कोटिंग से पहले उपचार, the coating effect will be greatly reduced and various defects will appear. इसलिए, the composite aluminum foil made of 8011 alloy will increase the user’s use cost. In order to reduce the cost of users in use, it is an urgent problem to be solved that the composite aluminum foil made of 8011 alloy can achieve better coating effect without cleaning before coating.
Huawei Aluminum proposes a processing technology of using 8011 alloy to prepare aluminum foil for composite use. की रासायनिक संरचना को नया स्वरूप देकर 8011 मिश्र धातु, बिलेट की गर्मी उपचार प्रक्रिया को समायोजित करना, तैयार एल्यूमीनियम पन्नी पास की रोलिंग प्रक्रिया को समायोजित करना, काटने के मापदंडों को समायोजित करना, और तैयार उत्पाद की एनीलिंग प्रक्रिया को समायोजित करना, इसलिए, इस आधार पर कि समग्र उपयोग के लिए तैयार एल्यूमीनियम पन्नी गुणवत्ता की आवश्यकताओं को पूरा करती है, एल्यूमीनियम पन्नी की सतह साफ और तेल फिल्म से मुक्त है, ताकि ग्राहकों की उपयोग लागत को कम किया जा सके.
उपरोक्त लक्ष्यों को प्राप्त करने के लिए, हुआवेई एल्युमीनियम निम्नलिखित तकनीकी समाधान अपनाता है::
मिश्रित एल्यूमीनियम पन्नी तैयार करने के लिए एक प्रसंस्करण प्रौद्योगिकी का उपयोग कर 8011 मिश्र धातु, निम्नलिखित चरण शामिल हैं::
चरण s1, एल्युमिनियम मेल्ट तैयार करना, एल्यूमीनियम पिघल की प्रत्येक रासायनिक संरचना का प्रतिशत इस प्रकार है:
सी is 0.50-0.65, फ़े is 0.65-0.8, है साथ 0.025-0.05, एमएन is 0.025-0.05, मिलीग्राम is 0.005, करोड़ is 0.05, zn is 0.1, यह है 0.08, और बाकी सब है;
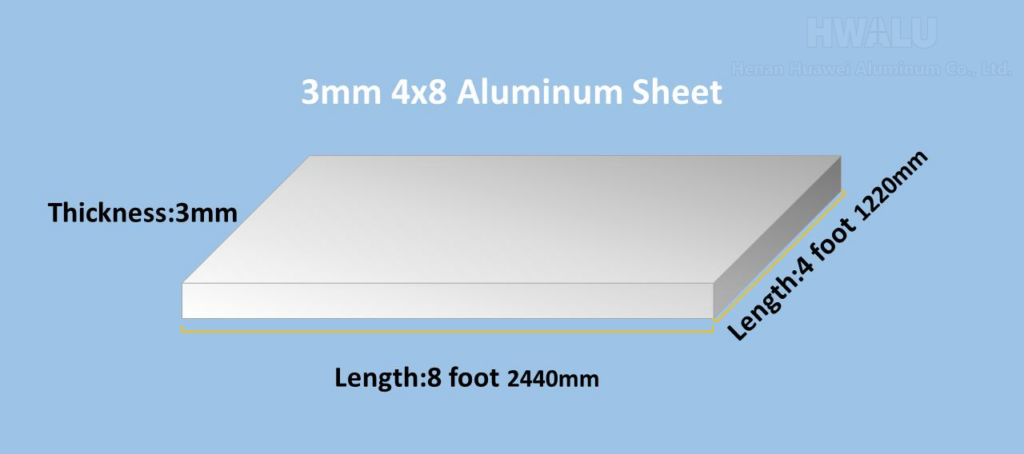
चरण s2, कास्टिंग और रोलिंग, बिलेट निरंतर ढलाई और रोलिंग प्रक्रिया द्वारा तैयार किया जाता है, कास्ट-रोल्ड एल्यूमीनियम प्लेट की मोटाई 3-5mm . है, and the crown of the cast-rolled aluminum plate is 0-0.03mm;
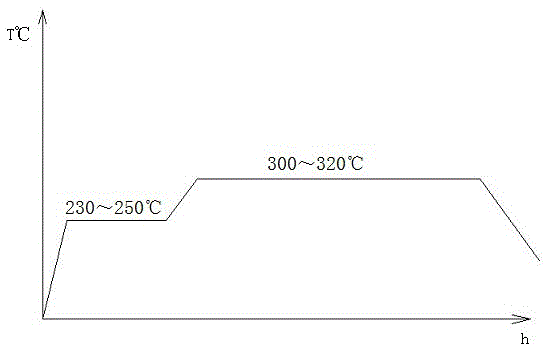
Step s3, कोल्ड रोलिंग, using a cold rolling mill to roll the cast-rolled aluminum sheet into an aluminum sheet and strip coil of 0.4-0.5 मिमी; wherein, annealing is performed after the billet opening pass of the cold rolling, and the annealing process is as follows: the aluminum sheet and strip after billeting Roll into the annealing furnace, heat up to 230-250°C for 0.5 घंटे, hold for 3.5 घंटे, then raise the temperature to 300-320°C, hold for 21 घंटे, leave the furnace and air-cool to below 60°C, and then enter the next rolling of cold rolling;
Step s4, foil rolling, comprises the following steps:
a. Billet opening pass, the roughness of the work rolls is 0.25-0.29μm, the rolling thickness is 0.14mm, and the rolling speed is 300-600m/min;
b. In the first intermediate pass, the work roll roughness is 0.25-0.29μm, the rolling thickness is 0.07mm, and the rolling speed is 550-800m/min;
c. In the second intermediate pass, the work roll roughness is 0.25-0.29μm, the rolling thickness is 0.042mm, and the rolling speed is 550-900m/min;
d. Finished pass, कार्य रोल खुरदरापन 0.15-0.16μm . है, रोलिंग मोटाई 0.025mm . है, और रोलिंग गति 550-750m/मिनट . है;
चरण s5, पन्नी रोलिंग और slitting, और एल्यूमीनियम पन्नी रोल के शून्य अनुपात को नियंत्रित करना 96-98% काटने और घुमाने के दौरान;
चरण s6: तैयार उत्पाद का ताप उपचार. तैयार एल्यूमीनियम पन्नी को एनीलिंग भट्टी में घुमाया जाता है, 240-270 डिग्री सेल्सियस तक गरम किया जाता है।, के लिए रखा 40-60 घंटे, और फिर कमरे के तापमान पर एयर कूल्ड.
इस उत्पादन का मुख्य सिद्धांत है: Cu सामग्री को बनाने के लिए तांबे का तत्व जोड़ें 8011 मिश्र धातु 0.025-0.05%, add manganese element to make the mn content in 8011 मिश्र धातु 0.025-0.05%, so as to increase the heat treatment and Customer’s resistance to baking temperature after coating;
In the cold rolling process, the blank is subjected to an incomplete heat treatment process, so that the material processing structure is not fully restored, and there are some dislocations, which increase the strength of its later work hardening, which is beneficial to subsequent processing to obtain better surface roughness; रोलिंग प्रक्रिया सतह खुरदरापन और रोलिंग गति को नियंत्रित करके तैयार एल्यूमीनियम पन्नी की सतह पर तेल फिल्म की मोटाई को कम करती है; पन्नी रोलिंग और काटने की प्रक्रिया में, शून्य अनुपात में वृद्धि करके, यह तैयार उत्पाद के गर्मी उपचार के दौरान रोलिंग तेल के वाष्पीकरण के लिए फायदेमंद है और घटते प्रभाव में काफी सुधार करता है.