ในการผลิตและแปรรูปอลูมิเนียมฟอยล์, 8011 aluminum alloy is widely used in the production of container foil, household foil and air conditioner foil due to its excellent flexibility and ductility. Its technology is relatively mature and its cost is lower than other alloys. When 8011 อลูมิเนียมอัลลอยด์ is used to make aluminum foil for composite use, according to the existing process, even if the finished product is annealed and degreased, a flake oil film will still be left on the surface of the aluminum foil. If there is no cleaning (degreasing) treatment before coating, the coating effect will be greatly reduced and various defects will appear. ดังนั้น, the composite aluminum foil made of 8011 alloy will increase the user’s use cost. In order to reduce the cost of users in use, it is an urgent problem to be solved that the composite aluminum foil made of 8011 alloy can achieve better coating effect without cleaning before coating.
Huawei Aluminum proposes a processing technology of using 8011 alloy to prepare aluminum foil for composite use. By redesigning the chemical composition of 8011 โลหะผสม, adjusting the heat treatment process of the billet, adjusting the rolling process of the finished aluminum foil pass, adjusting the cutting parameters, and adjusting the annealing process of the finished product, ดังนั้น, on the premise that the finished aluminum foil for composite use meets the quality requirements, the surface of the aluminum foil is clean and free of oil film, so as to reduce the use cost of customers.
To achieve the above goals, Huawei Aluminum adopts the following technical solutions:
A processing technology for preparing composite aluminum foil using 8011 โลหะผสม, comprising the following steps:
Step s1, preparing an aluminum melt, the percentages of each chemical composition of the aluminum melt are as follows:
si is 0.50-0.65, fe is 0.65-0.8, cu is 0.025-0.05, mn is 0.025-0.05, mg is 0.005, cr is 0.05, zn is 0.1, ti is 0.08, and the rest is al;
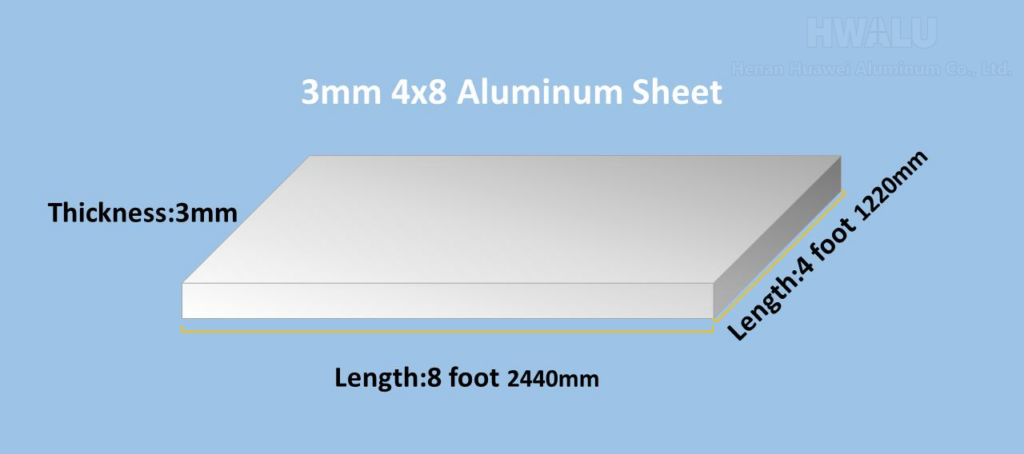
Step s2, หล่อและกลิ้ง, the billet is prepared by continuous casting and rolling process, the thickness of the cast-rolled aluminum plate is 3-5mm, and the crown of the cast-rolled aluminum plate is 0-0.03mm;
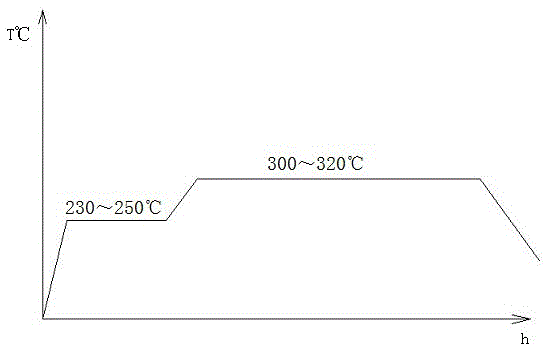
Step s3, รีดเย็น, using a cold rolling mill to roll the cast-rolled aluminum sheet into an aluminum sheet and strip coil of 0.4-0.5 มม; wherein, annealing is performed after the billet opening pass of the cold rolling, and the annealing process is as follows: the aluminum sheet and strip after billeting Roll into the annealing furnace, heat up to 230-250°C for 0.5 ชั่วโมง, hold for 3.5 ชั่วโมง, then raise the temperature to 300-320°C, hold for 21 ชั่วโมง, leave the furnace and air-cool to below 60°C, and then enter the next rolling of cold rolling;
Step s4, foil rolling, comprises the following steps:
เอ. Billet opening pass, the roughness of the work rolls is 0.25-0.29μm, the rolling thickness is 0.14mm, and the rolling speed is 300-600m/min;
ข. In the first intermediate pass, the work roll roughness is 0.25-0.29μm, the rolling thickness is 0.07mm, and the rolling speed is 550-800m/min;
ค. In the second intermediate pass, the work roll roughness is 0.25-0.29μm, the rolling thickness is 0.042mm, and the rolling speed is 550-900m/min;
d. Finished pass, the work roll roughness is 0.15-0.16μm, the rolling thickness is 0.025mm, and the rolling speed is 550-750m/min;
Step s5, foil rolling and slitting, and controlling the void ratio of the aluminum foil roll to 96-98% during slitting and winding;
Step s6: Heat treatment of the finished product. The finished aluminum foil is rolled into an annealing furnace, heated to 240-270° C., kept for 40-60 ชั่วโมง, and then air-cooled to room temperature.
The main principle of this production is: add copper element to make the Cu content in 8011 โลหะผสม 0.025-0.05%, add manganese element to make the mn content in 8011 โลหะผสม 0.025-0.05%, so as to increase the heat treatment and Customer’s resistance to baking temperature after coating;
In the cold rolling process, the blank is subjected to an incomplete heat treatment process, so that the material processing structure is not fully restored, and there are some dislocations, which increase the strength of its later work hardening, which is beneficial to subsequent processing to obtain better surface roughness; The rolling process reduces the thickness of the oil film on the surface of the finished aluminum foil by controlling the surface roughness and rolling speed; in the foil rolling and cutting process, by increasing the void ratio, it is beneficial to the volatilization of the rolling oil during the heat treatment of the finished product and greatly improves the degreasing effect.