При производстве и переработке алюминиевой фольги, 8011 алюминиевый сплав широко используется в производстве тарной фольги, бытовая фольга и фольга для кондиционеров из-за ее превосходной гибкости и пластичности. Его технология относительно зрелая, а его стоимость ниже, чем у других сплавов.. Когда 8011 алюминиевый сплав используется для изготовления алюминиевой фольги для композитного использования, по существующему процессу, даже если готовое изделие отожжено и обезжирено, чешуйчатая масляная пленка все еще остается на поверхности алюминиевой фольги. Если нет уборки (обезжиривание) обработка перед нанесением покрытия, the coating effect will be greatly reduced and various defects will appear. Следовательно, the composite aluminum foil made of 8011 alloy will increase the user’s use cost. In order to reduce the cost of users in use, it is an urgent problem to be solved that the composite aluminum foil made of 8011 alloy can achieve better coating effect without cleaning before coating.
Huawei Aluminum proposes a processing technology of using 8011 alloy to prepare aluminum foil for composite use. Изменив химический состав 8011 сплав, корректировка процесса термообработки заготовки, регулировка процесса прокатки готового прохода алюминиевой фольги, регулировка параметров резки, и наладка процесса отжига готового изделия, Следовательно, исходя из того, что готовая алюминиевая фольга для композитного использования соответствует требованиям качества, поверхность алюминиевой фольги чистая и без масляной пленки, чтобы уменьшить стоимость использования клиентов.
Для достижения вышеуказанных целей, Huawei Aluminium использует следующие технические решения:
Технология изготовления композитной алюминиевой фольги с использованием 8011 сплав, включающий следующие этапы:
Шаг s1, приготовление расплава алюминия, процентное содержание каждого химического состава расплава алюминия следующее::
си есть 0.50-0.65, fe это 0.65-0.8, с 0.025-0.05, мн это 0.025-0.05, мг 0.005, кр это 0.05, зн это 0.1, это 0.08, а остальное все;
Шаг s2, литье и прокатка, заготовка изготавливается методом непрерывной разливки и прокатки, толщина литого проката алюминиевого листа 3-5мм, а выпуклость литой прокатной алюминиевой пластины 0-0,03мм;
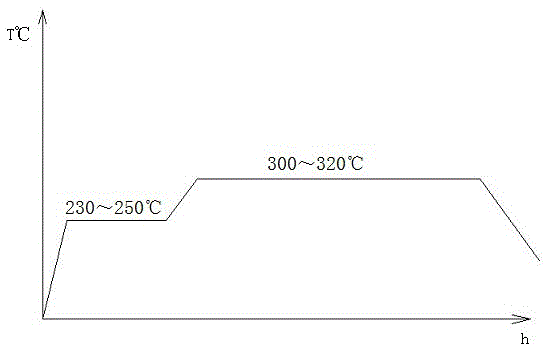
Шаг s3, холодная прокатка, использование стана холодной прокатки для прокатки литого алюминиевого листа в алюминиевый лист и рулон полосы 0.4-0.5 мм; в которой, отжиг производится после прохода заготовки холодной прокатки, и процесс отжига выглядит следующим образом: алюминиевый лист и полоса после заготовки скатываются в печь отжига, нагреть до 230-250°С для 0.5 часы, держаться за 3.5 часы, затем поднять температуру до 300-320°С, держаться за 21 часы, покинуть печь и охладить на воздухе до температуры ниже 60°C, а затем введите следующую прокатку холодной прокатки;
Шаг s4, прокатка фольги, включает следующие шаги:
а. проход открытия заготовки, шероховатость рабочих валков 0,25-0,29 мкм, толщина прокатки 0,14 мм, и скорость прокатки 300-600м/мин;
б. В первом промежуточном проходе, шероховатость рабочего валка 0,25-0,29 мкм, толщина прокатки 0,07 мм, и скорость прокатки 550-800м/мин;
с. На втором промежуточном проходе, шероховатость рабочего валка 0,25-0,29 мкм, толщина прокатки 0,042 мм, и скорость прокатки 550-900м/мин;
д. Завершенный проход, шероховатость рабочего валка 0,15-0,16 мкм, толщина прокатки 0,025 мм, и скорость прокатки 550-750м/мин.;
Шаг s5, прокатка и резка фольги, и контролируя соотношение пустот рулона алюминиевой фольги к 96-98% во время резки и намотки;
Шаг s6: Термическая обработка готового продукта. Готовая алюминиевая фольга прокатывается в печь для отжига., нагревается до 240-270°С., хранится для 40-60 часы, а затем охлаждают на воздухе до комнатной температуры.
Основной принцип производства: добавить медный элемент, чтобы сделать содержание меди в 8011 сплав 0.025-0.05%, add manganese element to make the mn content in 8011 сплав 0.025-0.05%, so as to increase the heat treatment and Customer’s resistance to baking temperature after coating;
In the cold rolling process, the blank is subjected to an incomplete heat treatment process, so that the material processing structure is not fully restored, and there are some dislocations, which increase the strength of its later work hardening, which is beneficial to subsequent processing to obtain better surface roughness; Процесс прокатки уменьшает толщину масляной пленки на поверхности готовой алюминиевой фольги за счет контроля шероховатости поверхности и скорости прокатки.; в процессе прокатки и резки фольги, за счет увеличения коэффициента пустотности, способствует улетучиванию прокатного масла во время термической обработки готового изделия и значительно улучшает обезжиривающий эффект.